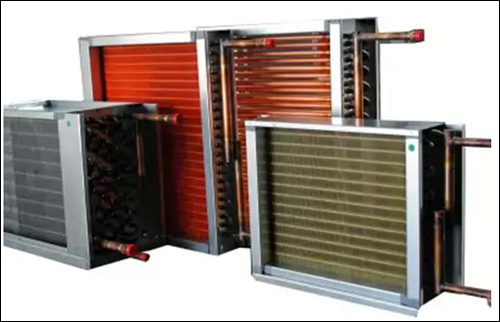
Radiator, Charged Air Coolers, Dry Coolers, etc, Engineered For Efficient Heat Control And Dependable Performance.
Abletech Engineering is a manufacturer, exporter, and supplier engaged in the design, manufacturing, exporting, and supplying of advanced industrial cooling and heat transfer solutions. Intercoolers, lube oil coolers, radiators, charged air coolers, dry coolers, and finned tube heat exchangers and other related products are offered that reflect strong engineering capability and process understanding. The organization carries twenty years of practical industry experience serving national and international markets with precision-driven solutions.
Design-Led Manufacturing Strength
The company operates with a clear focus on design excellence supported by experienced engineers and modern tools. Every project begins with a detailed application study to ensure efficiency, reliability, and long service life. Continuous process improvement and disciplined workflows allow consistent outcomes aligned with demanding industrial standards. Integrated Production Facilities
Manufacturing operations are supported by a well-planned infrastructure that includes fabrication, assembly, testing, and finishing areas. The production unit is equipped to handle custom requirements and varied capacities while maintaining strict quality checks at each stage. A dedicated testing setup validates performance prior to dispatch.
Warehouse and Supply Readiness
A streamlined warehouse system supports organized storage and quick movement of materials and finished goods. This setup enables dependable supply schedules and readiness for urgent requirements. Efficient logistics planning ensures smooth coordination from production to delivery across regions.
Global Supply and Export Reach
Strong supplying facilities and a structured trading network enable timely fulfillment for domestic clients and overseas partners. Export operations follow documented processes to meet international norms and ensure safe delivery. Long-standing associations across industries strengthen reach and trust.
Quality Assurance and Control
Quality control is embedded into every activity from material selection to final inspection. Skilled technicians follow documented procedures to ensure consistency and accuracy. Continuous monitoring and improvement reinforce dependable performance in real-world applications.
Client-Focused Engineering Support
Engineering assistance is responsive and prompt with a clear intent to support client success. Custom capability, competitive pricing, high-quality materials, workmanship, strict quality control, and short lead times guide every engagement. This approach builds confidence and long-term collaboration.
Mission-Driven Operations
The mission centers on valuing clients through attentive service and strong relationships. The aim is to serve as a single-source supplier delivering technically advanced solutions from individual units to complete systems while continuously improving manufacturing efficiency and innovation.
Vision for Sustainable Impact
The vision emphasizes contribution to efficient and sustainable energy systems and their integration into the global economy. Thoughtful engineering and responsible practices guide growth and relevance for future needs.
Why Choose Us?
Twenty years of proven engineering experience across diverse applications
Design-focused approach ensuring efficiency, reliability, and controlled performance
Integrated manufacturing testing and warehouse facilities for consistent delivery
Responsive engineering support with custom capability and short lead times
Strong domestic and export supply networks ensure reliable service.
Commitment to quality materials, workmanship, and continuous improvement